Vrtání
Popis služby
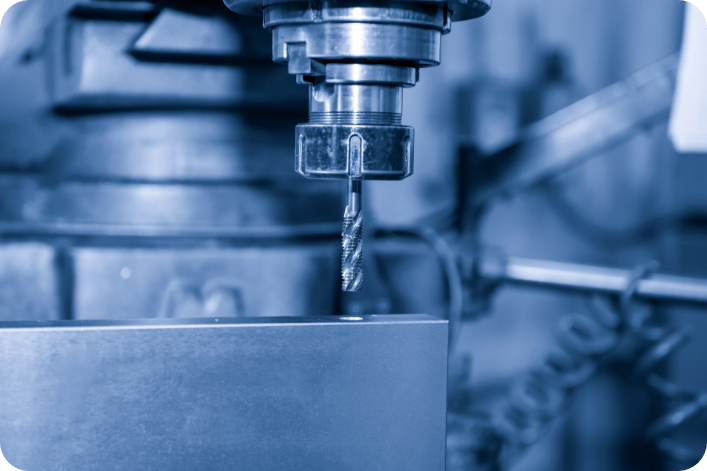
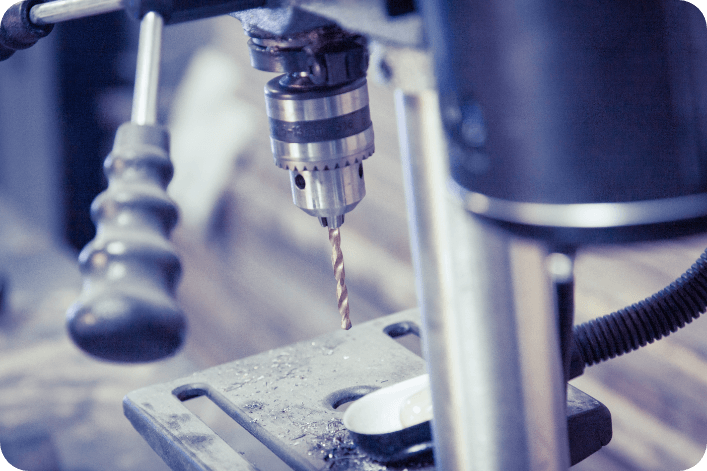
Vrtání provádíme na stolních vrtačkách od průměru 1,2 mm do průměru 40,0 mm a otvor následně ojehlujeme. V případě potřeby, z důvodu například přísnější tolerance na výkresové dokumentaci, jsme schopni otvor také vystružit. V našem strojovém portfóliu máme tři vrtačky z toho dvě stolní a jednu stojanovou.

Mohlo by Vás zajímat
„ Při vrtání je na obvodě nástroje největší řezná rychlost, která se směrem k ose zmenšuje až na nulovou hodnotu. Velikost příčného ostří je dána průměrem jádra vrtáku. Čím větší je délka příčného ostří, tím větší sílu v ose nástroje musíme vyvinout. Díry větších průměrů proto zpravidla předvrtáváme vrtákem o menším průměru a po té vyvrtáváme na požadovaný průměr. “
Zavitování
Popis služby
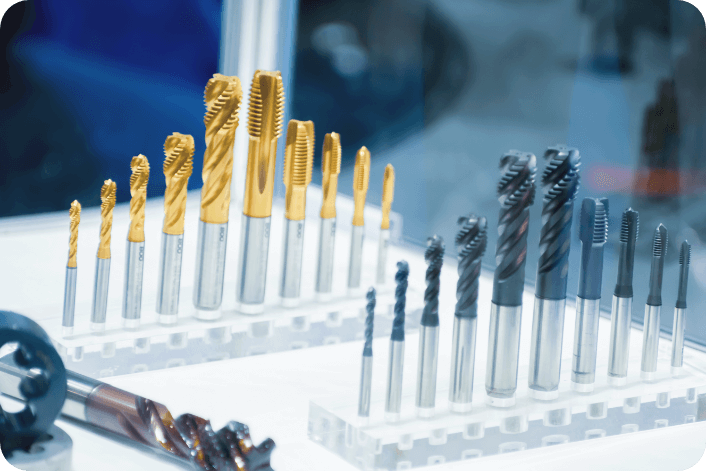
Provádíme metrické, pancéřové, trubkové a jiné typy závitů. Nařežeme pro vás materiály – nerez, ocel, neželezné a lehké kovy. Pokud k nám budete posílat výrobu v DXF nebo DWG souboru používejte prosím tyto rozměry otvorů viz tabulka níže. Všechny tyto závitníky samozřejmě vlastníme.

| Průměr děr pro základní řadu metrických závitů: | ||
|---|---|---|
| Označení závitu | Stoupání závitu | Doporučený průměr vrtáku |
| M2,0 | 0,40 | 1,60 |
| M2,5 | 0,45 | 2,05 |
| M3,O | 0,50 | 2,50 |
| M4,O | 0,50 | 2,50 |
| M5,O | 0,80 | 4,20 |
| M6,O | 1,00 | 5,00 |
| M8,O | 1,25 | 6,80 |
| M10,O | 1,50 | 8,50 |
| M12,O | 1,75 | 10,20 |
| M16,O | 2,00 | 14,00 |
| M18,O | 2,50 | 15,50 |
| M20,O | 2,50 | 17,50 |
| M24,O | 3,00 | 21,00 |
| M27,O | 3,00 | 24,00 |
| M30,O | 3,5 | 26,50 |